SePPS Industrie V10
SePPS Industrie ist eine Software-Komplettlösung, mit der Küchenarbeitsplatten oder plattenförmigen Werkstoffen automatisiert gefertigt werden können. Es richtet sich an mittlere und große Betriebe, die ihre Produkte planbar, reproduzierbar und automatisch herstellen wollen.
Im Prinzip ist SePPS ein Management-System, welches alle unsere Einzelprogramme miteinander verbindet, deren Informationen untereinader austauscht und die Schnittstelle zu ERP Systemen und Maschinen bereitstellt.
Das Programm ist modular aufgebaut, um den unterschiedlichen Ansprüchen in dieser Branche gerecht zu werden. Es umfasst die Komponenten:
- Auftragsverwaltung
- Zeichnungserstellung
- Rohtafelverwaltung
- Bilderfassung
- Lagerverwaltung
- Produktionsplanung / Arbeitsvorbereitung
- CAM-Software für alle NC-Maschinen
- Produktionssteuerung
Auf dieser Seite stellen wir Ihnen die einzelnen Komponenten vor.
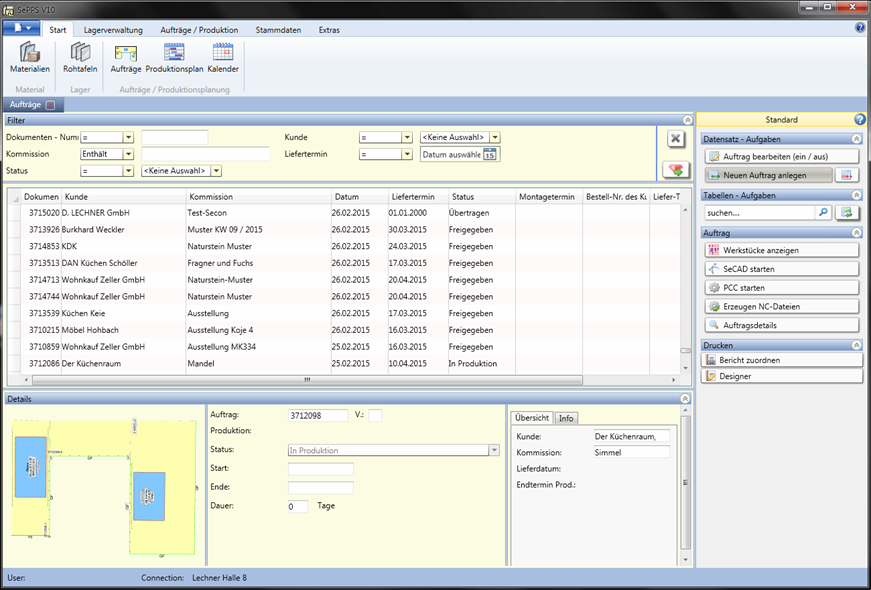
Auftragsverwaltung
Ein Produktionsprozess beginnt im Normalfall mit der Auftragserfassung, also dem Anlegen eines Auftrages. Die Daten dazu werden entweder automatisch über ein übergeordnetes ERP-System (wie z. B. DIESTEIN) übertragen oder in SePPS direkt eingepflegt.
Nach dem Speichern der Zeichnung befinden sich in der SePPS-Datenbank alle zu dem Auftrag relevanten Daten:
- Kundendaten
- Lieferdatum – aus diesem wird später der Produktionsbeginn ermittelt
- Alle werkstückbezogenen Daten wie Material, Oberfläche, Dicke, Materialklasse, Größe
- Grafiken der einzelnen Werkstücke, die automatisch von SeCAD erzeugt wurden
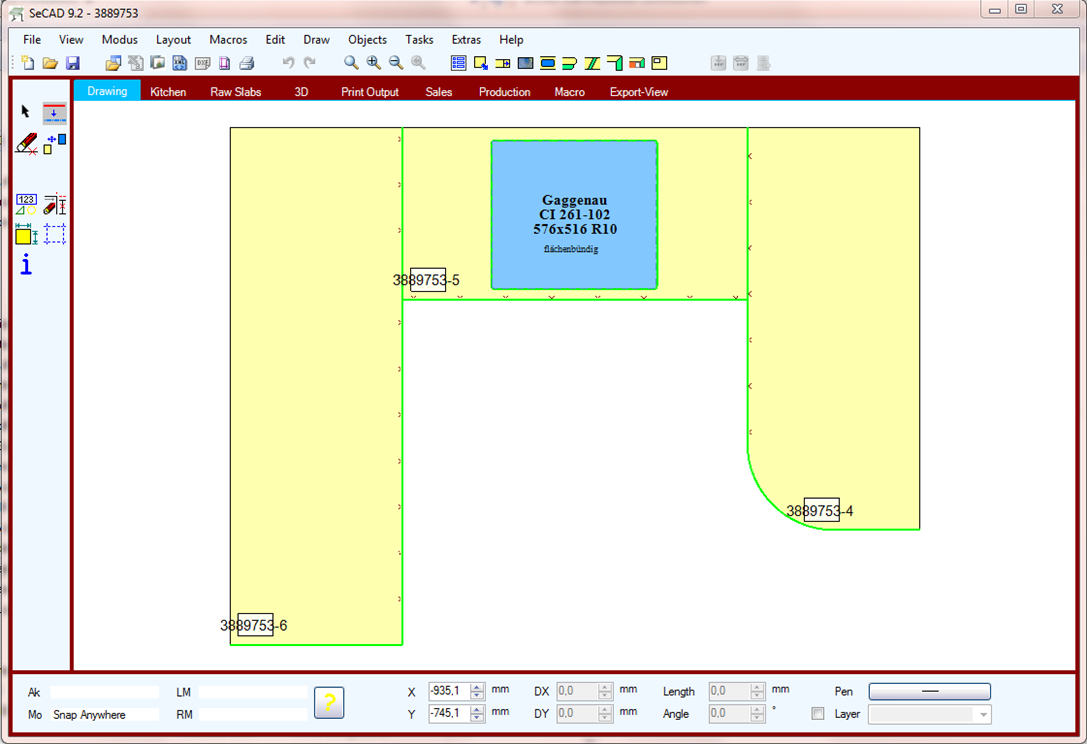
Zeichnungserstellung
Nun wird eine Produkionszeichnung erstellt.
Die Kopfdaten wie Kunde, Material, etc. werden bereits mit an SeCAD übergeben. SeCAD selbst ist nicht nur ein Zeichenprogramm. Es erzeugt fertige Werkstücke mit Informationen über Material, Oberfläche und Dicke. Ebenso können Label für die Werkstücke generiert werden genauso wie Unterkleber, die nicht erst händisch gezeichnet werden müssen. Und SeCAD kann aus der Arbeitsplatte ein Unterbau konstruieren.
Ist die Zeichnung fertig, werden automatisch Kunden- und Produktionszeichnungen gedruckt oder als PDF-Datei abgespeichert. All diese Informationen werden an die SePPS Datenbank übergeben.
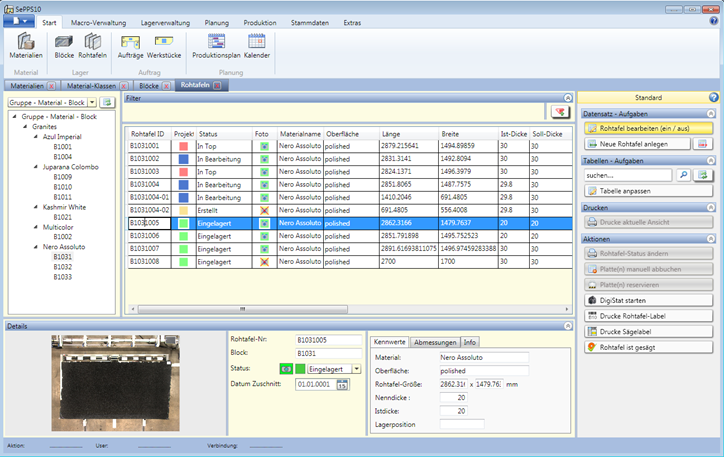
Rohtafelverwaltung
Zu den Aufträgen werden natürlich Rohtafeln benötigt. Dazu verfügt SePPS über eine speziell für die Steinbranche zugeschnittene Rohtafelverwaltung.
Wie bei einem Auftrag können die Rohtafeln wieder über ein übergeordnetes ERP-System automatisch übertragen oder in SePPS direkt angelegt werden.
SePPS speichert für die Rohtafeln alle nötigen Informationen:
- Material
- Oberfläche, Oberflächengüte und Materialstärke
- Zugehörige Blöcke (Chargen)
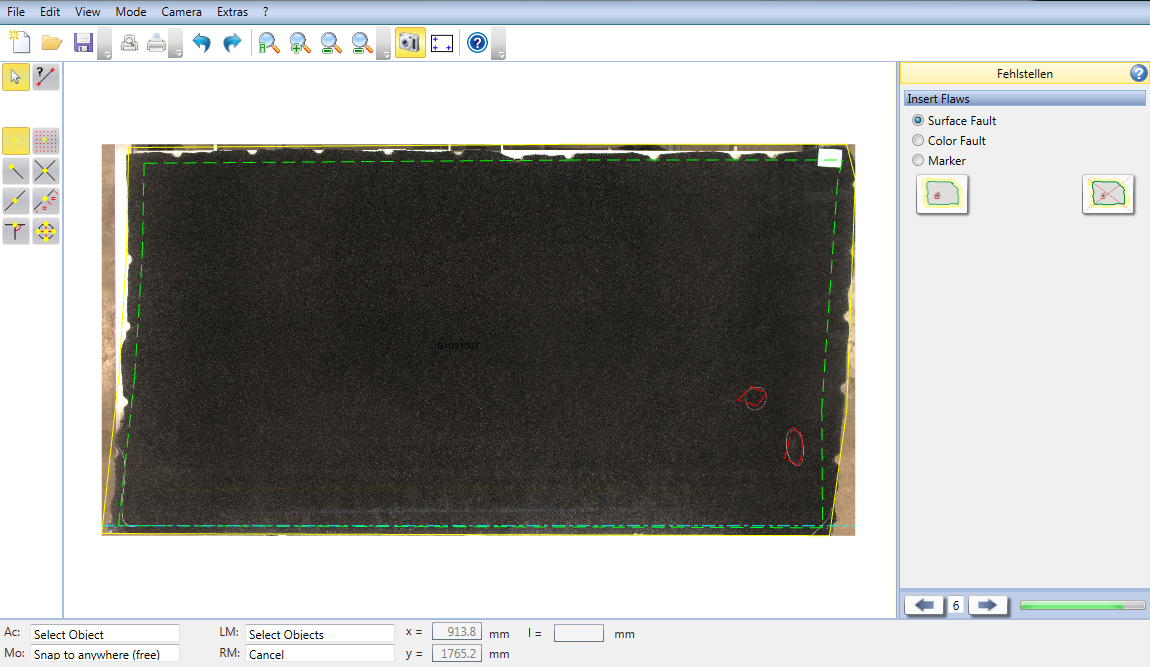
Bilderfassung
Zusätzlich zu den Rohtafel-Kenndaten können Rohtafeln bei Bedarf über DigiStat fotografiert und vektorisiert werden. Eine extra für diese Anwendung entwickelte BDE-Maske erleichtert dem Bediener die Arbeit und verringert Fehlermöglichkeiten.
Anschließend kann die Rohtafel je nach Zustand klassifiziert, gelabelt und eingelagert werden.
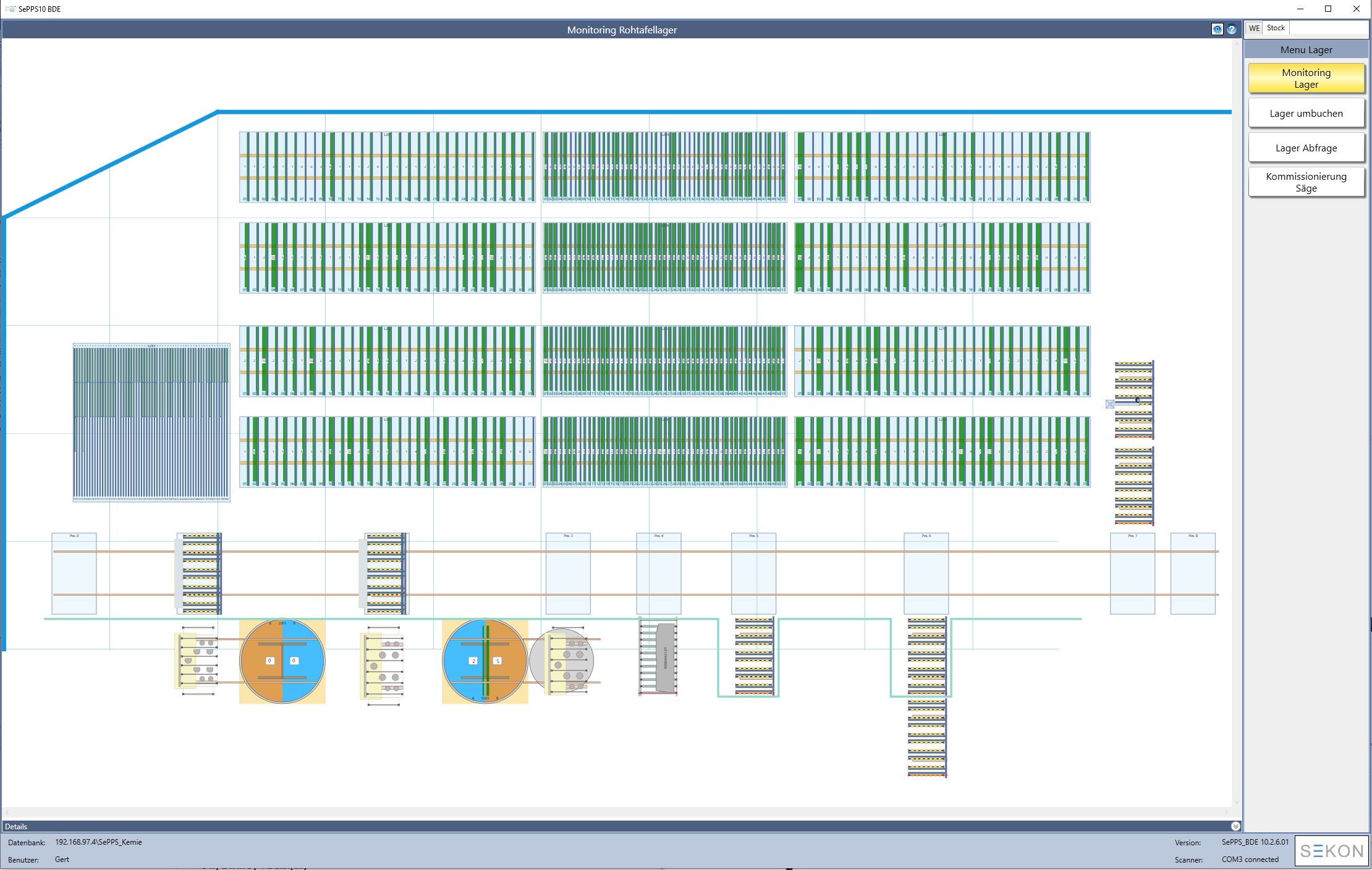
Lagerverwaltung
Das Lagern von Rohtafeln wird von der Lagerverwaltungssoftware verwaltet. Rohtafel sind jetzt für den schnellen Zugriff in der Produktion sortiert:
- Listen mit frei definierbaren Träger (A-Böcke, L-Böcke, Paletten etc.)
- Listen für Lagerpositionen und Stationen für Regale
- Umbuchung von Positionen für Rohtafel über benutzerfreundliche BDE-Masken
- Anfrage von Platten, Gestellen und Positionen
- Kommunikation zu Hochspeichersystemen
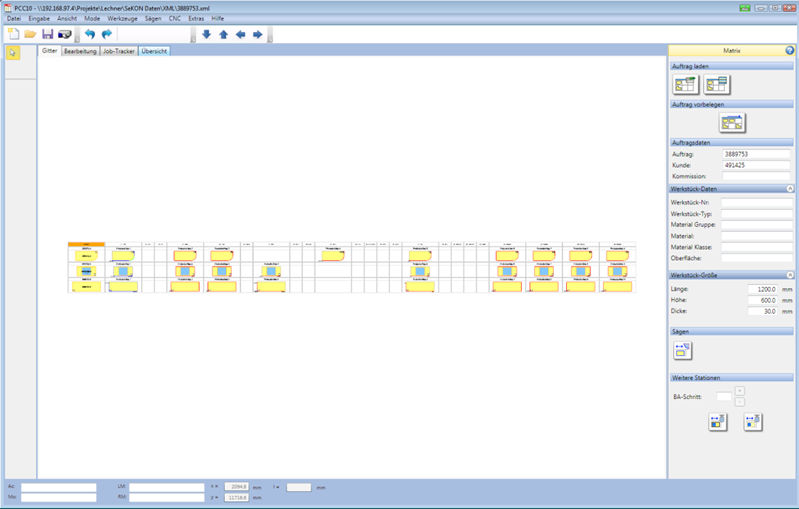
Produktionsplanung
Jetzt kann mit der Arbeitsvorbereitung begonnen werden.
PCC ist ein zentrales Element der Produktionsdatenbank. Das Programm berechnet für jeden einzelnen Auftrag die Bearbeitungs-Prozesse und -Zeiten
- Für jedes Werkstück eines Auftrages werden an Hand von definierbaren Regeln die Bearbeitungen an den einzelnen Stationen berechnet
- Regeln können bezogen auf Materialklassen, Werkstückdicken, Oberflächen oder Profilen hinterlegt werden
- Stationen sind CNC-Maschinen, aber auch manuelle Maschinen und Handarbeitsplätze
- Sämtliche Vorschläge können manuell geändert werden – z. B. kann ein Kantenbearbeitung von der Kantenmaschine auf eine CNC verschoben werden
- Pro Werkstück und Station werden die Bearbeitungszeiten kalkuliert
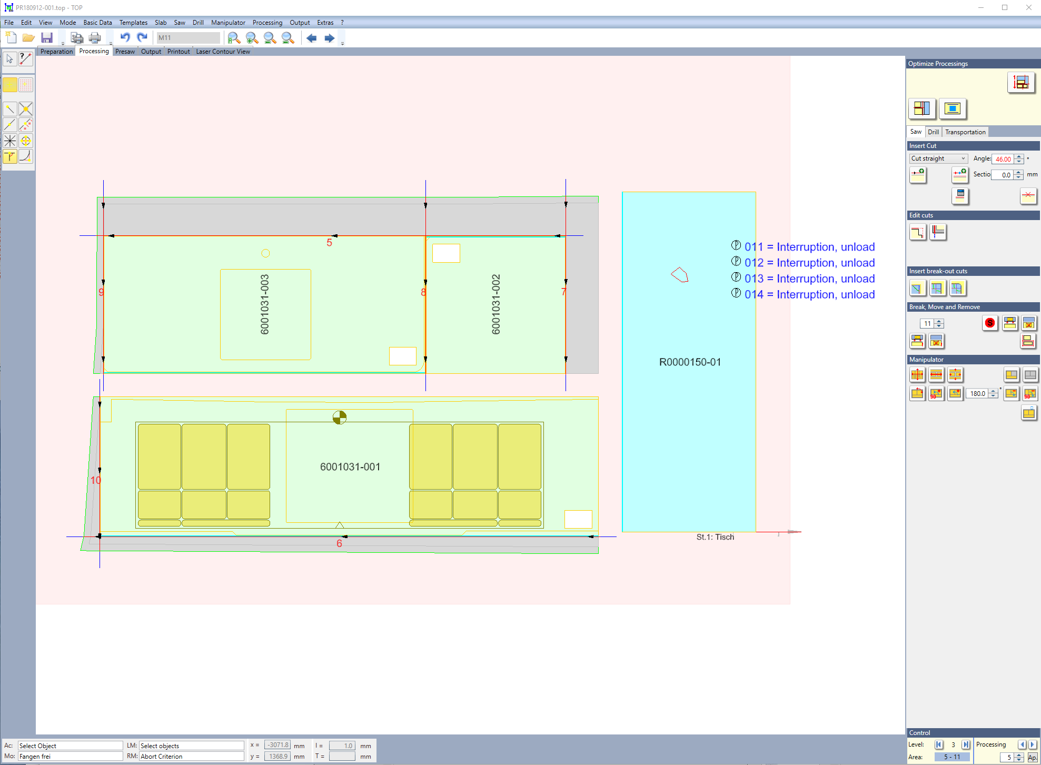
Rohtafeln nesten
Über TOP kann schon in der Arbeitsvorbereitung verschiedene Aufträge auf unterschiedliche Rohtafeln genestet werden. Somit ist schon vor dem Sägen bekannt, welche Rohtafeln benötigt und kommissioniert werden müssen.
- Einfaches Einteilen der Werkstücke im Büro
- Einheitliches Layout für alle Maschinentypen
- Module für weitere Funktionen (Manipulator, Bohren, Fräsen, Wasserstrahl, Abladen)
- Anbindung an SePPS Datenbank
- Rückgabe von Rohtafeln
- Rückgabe der vorgesägten Kontur an nachfolgende Maschinen
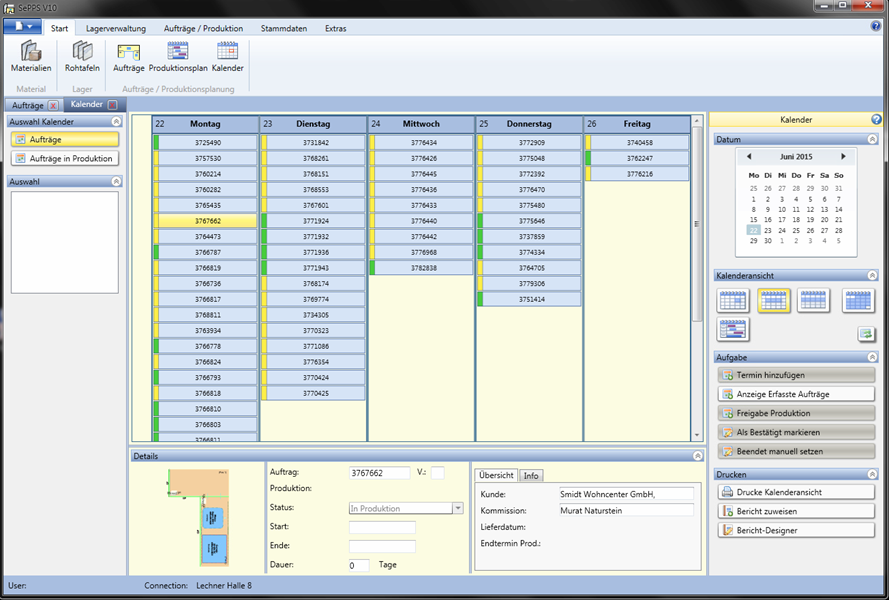
Kalenderplanung
Nun wissen wir, welche Rohtafeln für die Aufträge benötigt werden, an welchen Maschinen und Stationen die einzelnen Werkstücke bearbeitet werden und wie lange dies voraussichtlich dauert.
Im nächsten Schritt legen wir fest, wann genau die Rohtafeln gesägt oder die Werkstücke bearbeitet werden sollen
SePPS errechnet aus dem Lieferdatum den Beginn der Produktion und belegt dann die einzelnen Maschinen mit Werkstücken. SePPS verteilt diese Daten automatisch in Schichten.
Ein Kalender im Stile von Outlook zeigt die zu fertigenden Aufträge und Werkstücke übersichtlich in verschiedenen Ansichten
- Auftragsbezogene Kapazitätsplanung
- Werkstück- und Stationsbezogene Kapazitätsplanung
- Maschinenbelegung
- Kalenderansichten
Natürlich lassen sich diese Plandaten auch manuell ändern.
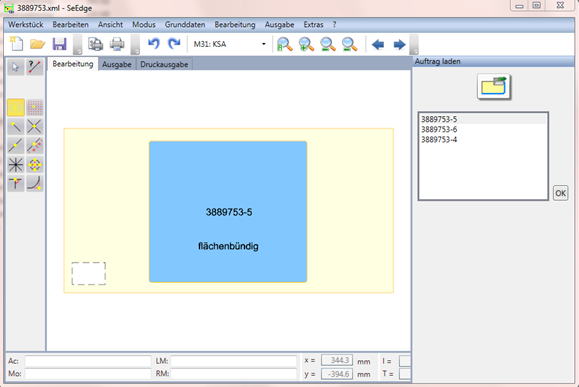
Kantenbearbeitung
Bereits in der Arbeitsvorbereitung lassen sich die zu bearbeitenden Kanten eines Werkstückes automatisch festlegen.
- Das Programm SeEDGE generiert im Hintergrund für jede Kantenbearbeitung ein Bild, das dem Bediener die exakte Orientierung des Werkstückes zeigt
- Für autom. Kantenmaschinen wird zeitgleich das Bearbeitungsprogramm erzeugt und automatisch an die Maschine geladen
- Fertigmeldung nach der Bearbeitung
- Zeiterfassung
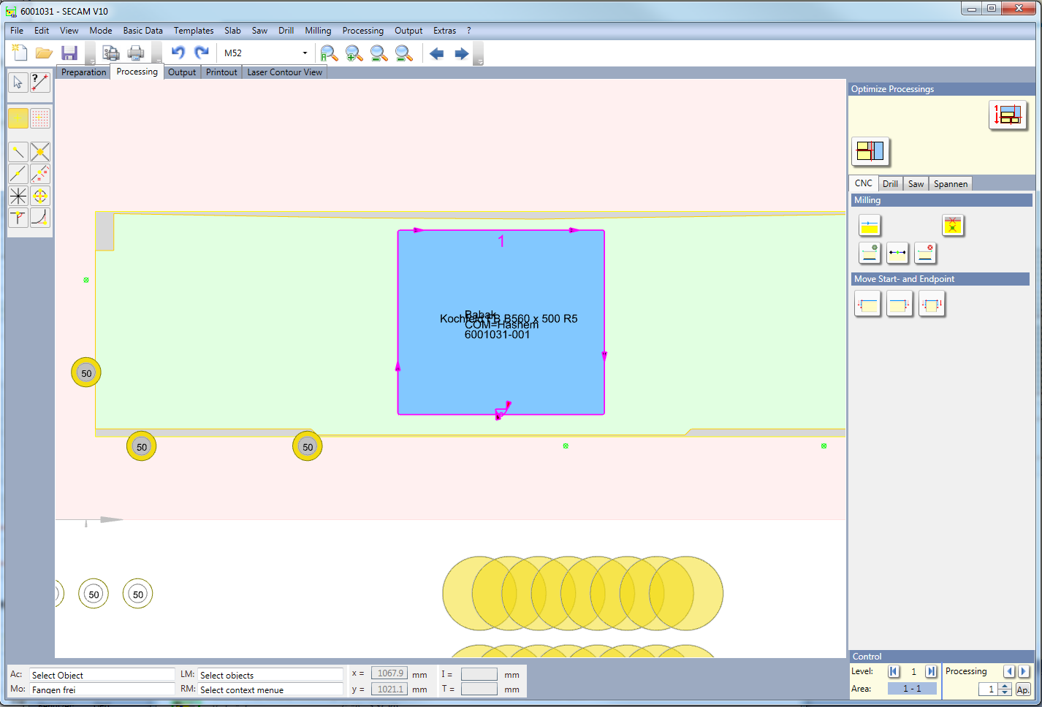
CAM-Programme
Alle CNC Maschinen können unter Verwendung von SeCAM in das Produktionssystem eingebunden werden.
- Anzeige der Werkstückdaten
- Anzeige von Laserprojektionen zum Aufspannen der Werkstücke
- Automatisches Hochladen der NC-Dateien in die Maschine (diese Funktion muss von der Maschine unterstützt werden)
- Fertigmeldung nach der Bearbeitung
- Zeiterfassung
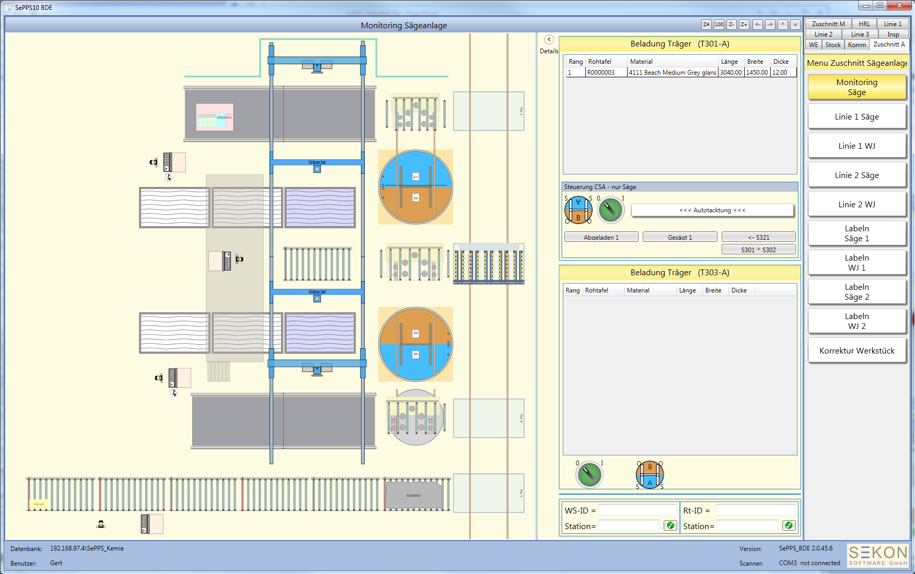
Sägen
Die Vorbereitung ist abgeschlossen, die Produktion kann starten.
Zuerst werden die zu sägenden Rohtafeln kommissioniert. Eine BDE-Maske zeigt dem Lageristen übersichtlich alle Rohtafeln, die er bereitstellen muss.
Über die in TOP genesteten Rohtafeln und das Sägedatum wird automatisch eine Liste der zu kommissionierenden Rohtafeln erstellt.
Für die Beladung der Sägen gibt es je nach Automatisierungsgrad der Maschine verschiedene Varianten. Diese reichen vom manuellen Beladen der Säge bis zum vollautomatischen Beladen.
Dabei können die NC-Programme, die zu der Rohtafel gehören, automatisch übergeben werden.
Der Bediener kann bei Bedarf die einzelnen Programme noch in TOP korrigieren.
Je nach Automatisierungsgrad werden die Rohtafeln nach dem Sägen manuell oder automatisch auf den Status „gesägt“ gesetzt
Beim Sägen angefallene Resttafeln werden auf den Status „verfügbar“ gesetzt, so dass sie in TOP wieder verwendet werden können.
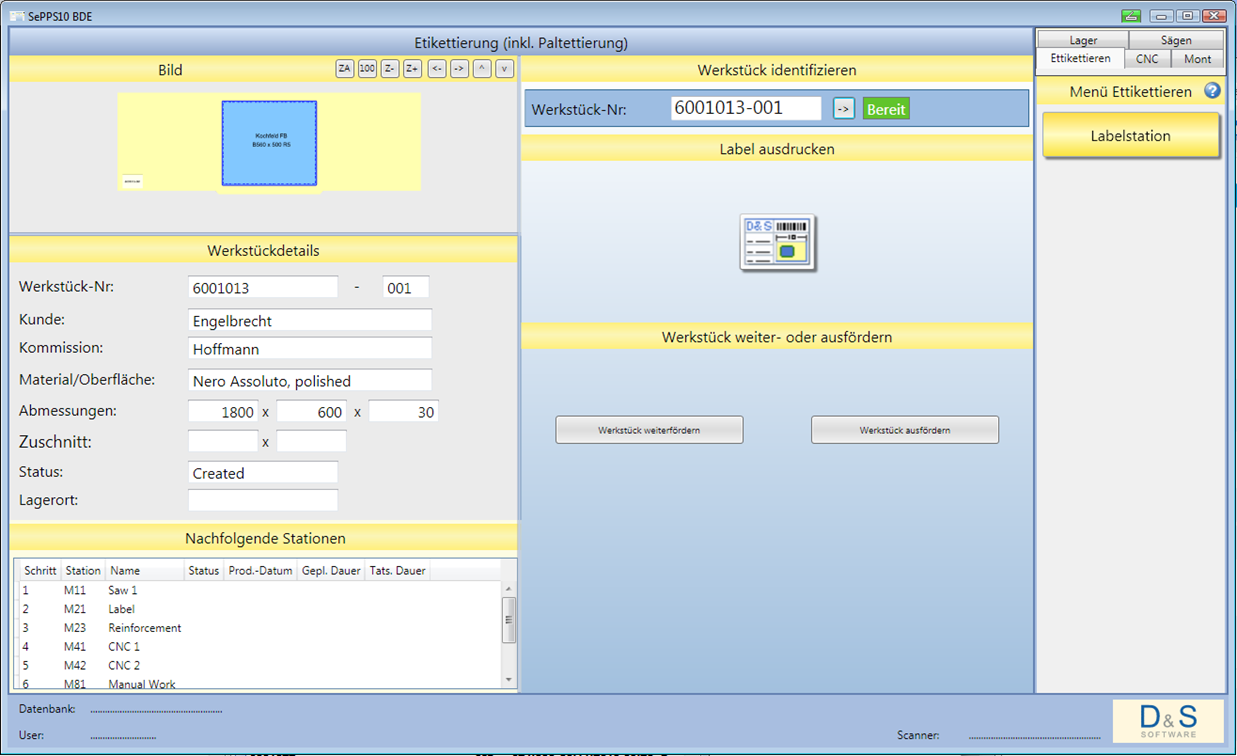
Etikettieren
Spätestens jetzt sollten auf alle gesägten Werkstücke und Resttafeln Label angebracht werden.
SePPS stellt verschiedene Mechanismen zur Verfügung, um Etiketten auf das Werkstück zu kleben.
- Etikettieren vor dem Sägen
- Etikettieren nach dem Sägen
In der vollautomatischen Variante übergibt die Säge die Werkstück- oder Resttafelnummer an SePPS. In einer BDE-Maske werden die Kenndaten und eine Grafik dieses Werkstücks angezeigt. Der Mitarbeiter inspiziert das Werkstück und klebt den automatisch ausgedruckten Label an die angezeigt Position.
Für etwaiges Palettieren oder Armieren der Platten stehen ebenfalls eigene BDE-Masken zur Verfügung.
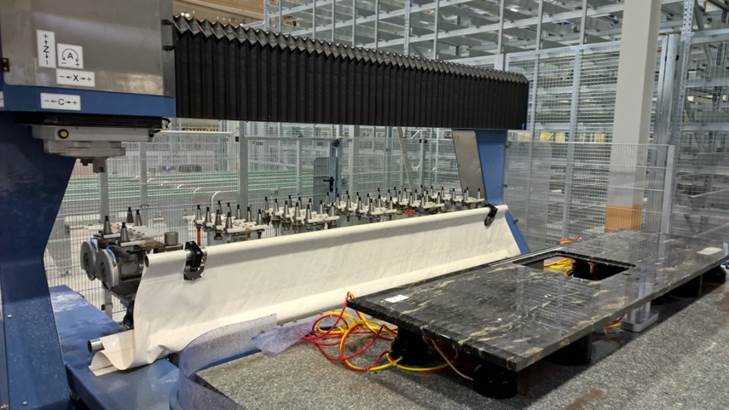
Maschinen steuern
Die weitere Bearbeitung erfolgt nun an Kantenbearbeitungs-maschinen, CNC-Bearbeitungszentren oder WJ-Maschinen. Die Reihenfolge der Bearbeitungen sowie die Bearbeitungs-programme wurde ja bereits erstellt.
In einer BDE-Maske, die auf jeden Maschinentyp individuell zugeschnitten ist, werden alle Werkstücke angezeigt, die zur Bearbeitung auf dieser Maschine bereit sind.
Wird ein Hochregallager eingesetzt, kommen die Werkstücke automatisch an die Maschine. Ansonsten sieht der Bediener in der Liste, wo sich das nächste Teil befindet.
Das Werkstück wird nun gescannt und damit in den Arbeits-bereich übergeben. Bei einer optionalen Zeiterfassung wird nun die Zeit gestoppt, bis das Teil wieder ausgescannt wird.
Die BDE-Maske zeigt dem Bediener nun an, was mit dem Teil gemacht werden soll.
- Bei einer Kantenbearbeitungsmaschine wird über eine Grafik angezeigt, wie der Bediener das Werkstück aufspannen muss
- Bei CNC-Maschinen werden NC-Programme angezeigt oder gar automatisch geladen
Nach der Bearbeitung wird das Werkstück erneut gescannt und damit Fertiggemeldet. Die benötigte Zeit wird in SePPS hinterlegt.
Die BDE-Maske zeigt die nächste Station für das Werkstück an.
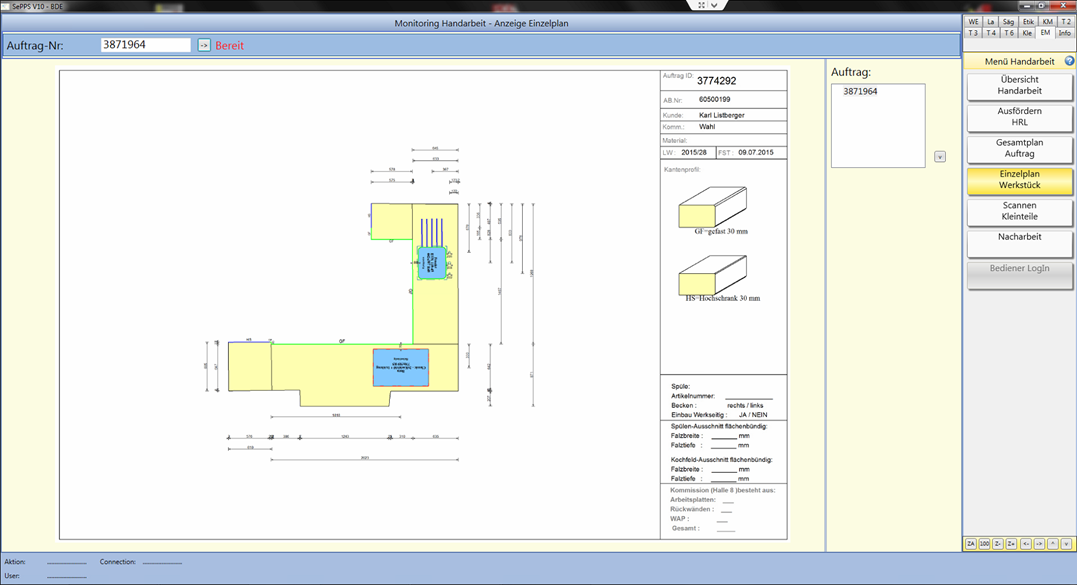
Handarbeit
Die gleiche Prozedur gilt auch für manuelle Bearbeitungsstationen. Für solche Handarbeitsplätze stehen ebenfalls komfortable BDE-Masken zur Verfügung.
- Klebestationen
- Endkontrolle
- Verpackung
- Anzeige des Gesamtplan als PDF-Datei
- Anzeige der Einzelteilzeichnungen als PDF-Datei
- Fertigmeldung nach der Bearbeitung
- Zeiterfassung
Nach dem letzten Arbeitsschritt wird der gesamte Auftrag auf „Ist Fertig“ gesetzt.
Informationen über den Status und Dauer der einzelnen Bearbeitungen können jederzeit vom übergeordneten ERP-System abgefragt werden.
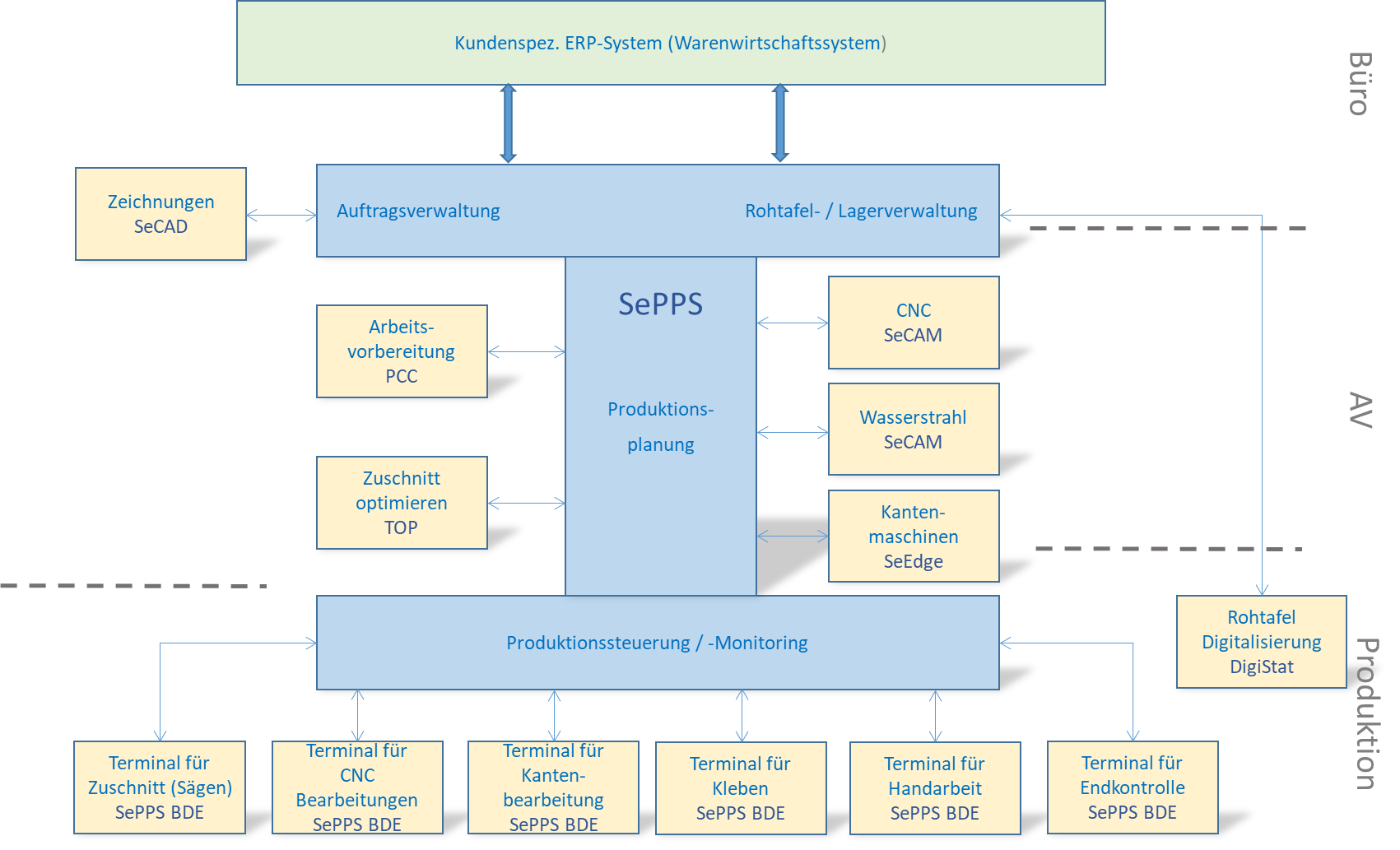
Modulübersicht
SePPS Industrie setzt sich aus folgenden Modulen zusammen:
Produktionsdatenbank:
- Materialverwaltung
- Rohtafelverwaltung
- Lagerverwaltung
- Auftragsverwaltung
Produktionsplanung
- Produktionsplanung Aufträge
- Produktionsplanung Werkstücke
Produktionssteuerung
- BDE Terminals zur Überwachung und Steuerung der einzelnen Stationen
- Ansteuerung aller CNC-Maschinen, Kantenmaschinen
- Zeiterfassung
Sonderfunktionen
- Prozess-Visualisierung


